The TeraMetrix T-Ray® 5000 Series Intelligent Terahertz Control Unit

The TeraMetrix™ T-Ray® 5000 time-domain terahertz control unit (TCU) is the most capable and best-selling terahertz instrumentation platform to implement industrial process monitoring, non-destructive evaluation, quality control, and spectroscopy applications.
Every TeraMetrix instrumentation configuration consists of a T-Ray 5000 TCU controlling one or more terahertz sensor or scanner accessories. Available sensors and scanner accessories include:
T-Gauge® - Industrial Process Monitoring and Control – multi-layer non-woven sheet extrusion thickness and basis weight.

SPG - Handheld multi-layer coating and film thickness meter with touch screen display.
Compact Spray Robot Sensor – Class I Div. 1 paint booth rated to measure and predict the wet to dry thickness of coatings.
T-Scan – Industrial process monitoring line scan imager.
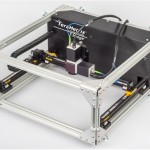
T-Image – X-Y raster scan non-destructive evaluation gantry for sub-surface transmission imaging and reflection tomography.
LSG – Handheld line scan gauge with touch screen display to display terahertz B-Scan and compute sub-surface step and gap.
User Configurable Transmitter and Receivers and Spectroscopy Station – For research and development transmission and reflection terahertz spectroscopy.
Depending on the configuration ordered, the complete terahertz system is supplied as a turn-key instrument (T-Image, SPG, LSG, Spectroscopy); or a systems integrable sensor system that a TeraMetrix partner value added reseller (VAR) custom installs into a factory setting (T-GaugeÒ, T-Scan and Compact Spray Robot Sensor). This modular configuration paradigm has many advantages: the customer can select the TCU, the THz modules, and the accessories with only the features they need. Each system is upgradeable on a plug and play basis.
The T-Ray 5000 intelligent TCU provides the laser drive and electrical connection to the fiber-coupled THz modules; provides a rapid optical delay scanner to acquire the THz waveform; provides optional digital and encoder i/o to accessories; digitizes THz waveforms; performs numerical analyses, and reports measurement results to the user over Ethernet.
The T-Ray 5000 intelligent TCU leads the industry and holds a competitive advantage in a broad range of categories. The T-Ray 5000 provides the best capabilities in waveform window width and waveform acquisition rate, accessory I/O, high-speed signal to noise ratio, and stand-alone waveform processing compared to any TD-THz system offered today. The T-Ray 5000 intelligent TCU has been designed to function in harsh environments. The T-Ray 5000 intelligent TCU has been third party tested to meet stringent temperature, shock and vibration specifications. The T-Ray 5000 intelligent TCU has been registered with Underwriters Laboratories, has received the CE mark, and is fully compliant with FDA CDRH laser safety and FCC Part 18 regulations.
 Every T-Ray 5000 TCU includes an internal waveform data acquisition and analysis computer with custom T-Ray server software. The T-Ray server streams waveforms over an Ethernet connection to user client programs. Extensive documentation is provided so that the user can write customized client software to analyze the waveform stream. With the T-Gauge® software library, the T-Ray 5000 series TCU can stream measurements calculated from up to 10 interfaces on every waveform. This library includes a powerful graphical user interface for waveform peak selection, and scripting “recipe” integrated development environment that easily allows the user to define the calculations to be performed on every waveform. The T-Gauge® software library enables real-time stand-alone automated applications - no analysis computer is required.
Every T-Ray 5000 TCU includes an internal waveform data acquisition and analysis computer with custom T-Ray server software. The T-Ray server streams waveforms over an Ethernet connection to user client programs. Extensive documentation is provided so that the user can write customized client software to analyze the waveform stream. With the T-Gauge® software library, the T-Ray 5000 series TCU can stream measurements calculated from up to 10 interfaces on every waveform. This library includes a powerful graphical user interface for waveform peak selection, and scripting “recipe” integrated development environment that easily allows the user to define the calculations to be performed on every waveform. The T-Gauge® software library enables real-time stand-alone automated applications - no analysis computer is required.

Each T-Ray 5000 TCU includes a VGA port and USB ports that can be directly connected to an optional user supplied monitor, keyboard, and mouse that may be used to monitor and setup certain TCU operations. The T-Ray 5000 TCU includes sophisticated system health monitoring diagnostics that can be accessed either locally via the monitor or remotely via Ethernet.
Any T-Ray 5000 may be configured with any of TeraMetrix’s industry leading optical delay scanning systems for rapid THz waveform acquisition. There are currently four options: a general purpose 320 ps / 100 waveform per second scanner; an extended range 700 ps / 100 waveform per second scanner, a high-speed 80 ps / 1,000 waveform per second scanner, and an extended range high-speed 160 ps / 1,000 waveform per second scanner. The T-Ray 5000 waveform scanners are designed with sufficient window width and signal to noise ratio to accomplish any experiment. As a result, no lock-in or slowly moving optical delay scan mode is needed. The T-Ray 5000 has a convenient manually adjustable range finder to adjust the waveform acquisition window timing over a range of 2.6 ns.